La barenatura è una lavorazione meccanica con cui si va ad aumentare il diametro di un foro per asportazione di truciolo. L’obiettivo che si vuole raggiungere è sia di allargare che di migliorare la qualità di un foro esistente in termini finitura, rugosità e tolleranza.
Questa è un a cosiddetta operazione di finitura leggera, in quanto il materiale che da eliminare deve essere minimo e foro sul quale si va ad applicare deve avere una misura specifica. La barenatura è una lavorazione necessaria per la produzione di cilindri idraulici, ingranaggi, cuscinetti e altri elementi meccanici che richiedono un’alta precisione nei fori.
Aspetti principali nella barenatura
La barenatura è una lavorazione molto comune nella meccanica di precisione. Tuttavia presenta delle difficoltà che richiedono una particolare attenzione se si vuole ottenere un adeguato livello di precisione. Tra questi ce ne sono due di cruciale importanza:
- Scelta dell’utensile;
- Velocità di rotazione dell’utensile;
- Gestione del calore generato.
Scelta del giusto utensile
Gli utensili da taglio utilizzati nella barenatura sono realizzati in acciaio, carburo di tungsteno o materiali ceramici. Essi sono disponibili in varie forme e dimensioni, a seconda delle esigenze del progetto e sono scelti in base a fattori quali il materiale da tagliare, il diametro e la profondità del foro e la finitura desiderata.
A seconda quindi della necessità vengono usate gamme di diametri differenti:
- Per la sgrossatura vengono impiegati utensili da 25 a 500 mm;
- Per la barenatura di precisione vengono utilizzati utensili con diametri da 3 a 981,6 mm;
- Per l’alesatura i diametri da 10 a 31,75 mm.

Un ulteriore aspetto che influisce sulla scelta dell’utensile è la quantità di truciolo che si viene a creare durante la lavorazione. Esso è direttamente collegato alla tipologia di materiale del pezzo da lavorare e dall’aumento del diametro del foro che si vuole applicare. Si usano generalmente queste teste di barenatura:
- Teste ad un tagliente: usate per la finitura o la sgrossatura su materiali in cui l’asportazione risulta difficile;
- Teste a più taglienti: Impiegate nel caso in cui il truciolo da asportare è molto. Perciò la resa è garantita grazie alla rapidità di avanzamento per dente
- Teste a gradini: Questi utensili presentano innesti messi a diametri e altezze assiali diverse. Questo permette una migliore gestione del truciolo.
Velocità dell’utensile
La velocità di alesatura dei metalli può essere un aspetto determinante, a seconda dell’applicazione e dei requisiti specifici. Tra i fattori che possono influenzare la velocità vi sono il tipo di materiale, le dimensioni e la complessità del foro, il tipo di utensile di alesatura utilizzato e i requisiti specifici del progetto.
In alcuni casi, una velocità di barenatura più elevata può essere auspicabile per aumentare la produttività e l’efficienza a fronte di una maggiore usura dell’utensile. Mentre in altri casi può essere necessaria una velocità inferiore proprio per garantire accuratezza e precisione.
Gestione del calore generato
Una delle sfide della barenatura è la gestione del calore generato durante il processo. Esso infatti può causare l’espansione del pezzo da lavorare, compromettendo la precisione del foro creato. I principali problemi sono:
- Usura dell’utensile: il calore eccessivo generato durante la barenatura del metallo può causare una rapida usura dell’utensile da taglio, riducendone la durata e aumentando i costi di sostituzione.
- Deformazione del pezzo: allo stesso modo si può andare incontro alla deformazione del pezzo, con conseguenti imprecisioni e difetti superficiali nel prodotto finale.
- Riduzione della velocità di taglio: se il calore generato durante l’alesatura non è controllato, può ridurre la velocità di taglio dell’utensile, rallentando l’intero processo di lavorazione e aumentando i tempi di produzione.
- Problemi di finitura superficiale: la superficie del pezzo può risultare ruvida o irregolare, con conseguente scarsa qualità della finitura superficiale.
- Rotture termiche: In casi estremi, il calore generato può causare rotture termiche o altri danni al pezzo, rendendolo inutilizzabile.
Per attenuare questi problemi, durante la barenatura dei metalli si utilizzano vari metodi di raffreddamento, tra cui fluidi da taglio, nebbia d’aria o d’olio e sistemi di raffreddamento, che contribuiscono a ridurre la temperatura della zona di taglio e a migliorare le prestazioni di lavorazione.
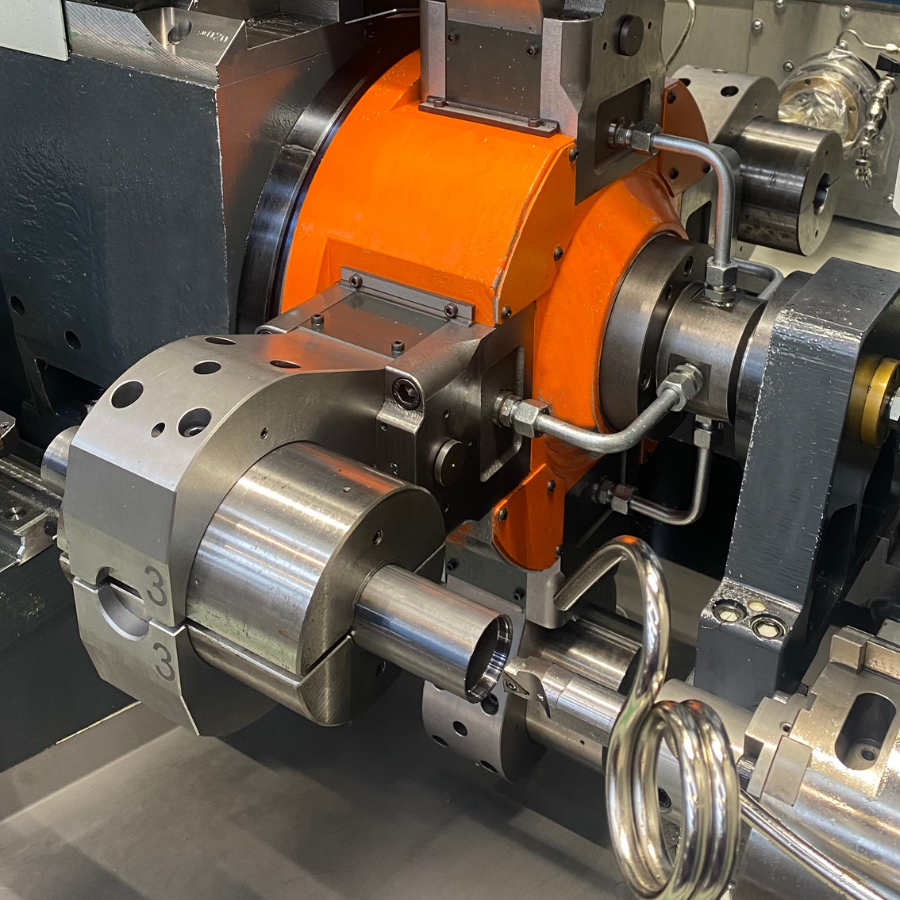
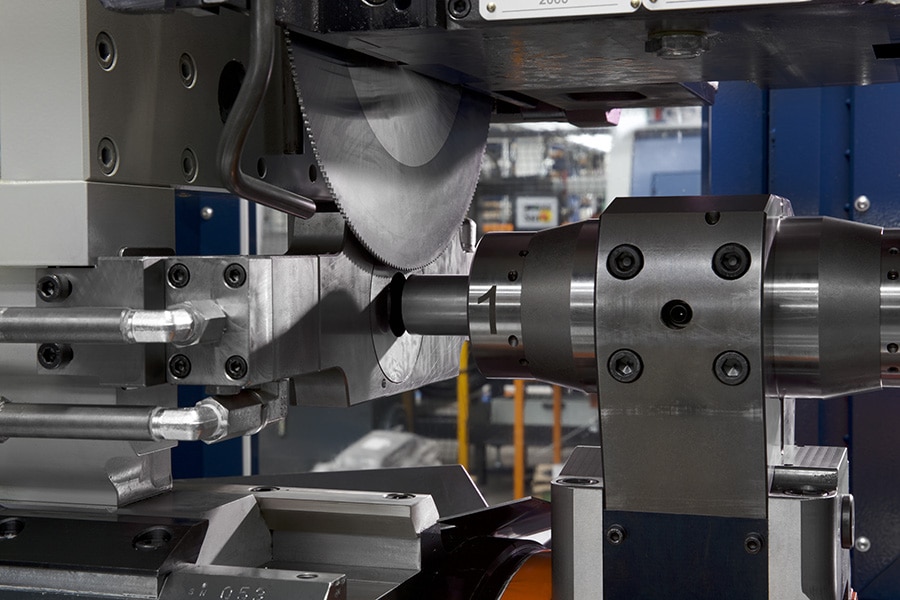
Macchine CNC per la barenatura
Quando si parla di barenatura dei metalli gli aspetti da considerare sono molti, ma allo stesso tempo la precisione e la ripetibilità sono fattori fondamentali. Il minimo errore può comportare costi aggiunti, spreco di materiali e prodotti compromessi. Per questo, soprattutto in caso di alti volumi di produzione, vengono impiegate macchine CNC in grado programmare e controllare l’esecuzione della lavorazione.
Le linee produttive Sinico sono un esempio perfetto di questa tipologia di macchinari. L’esperienza e la scelta delle migliori componenti ci permettono di affrontare le sfide e le problematiche sopra citate, fornendo sempre la soluzione per ottimizzare la produzione con il tempo ciclo più basso possibile.
Se sei interessato, visita il nostro canale You Tube per vedere le nostre macchine al lavoro.