

La filettatura è la lavorazione attraverso cui si va a creare il filetto, ovvero un solco elicoidale su un pezzo tendenzialmente cilindrico. A seconda che la lavorazione venga effettuata sulla superficie esterna o interna del pezzo, l’oggetto prende il nome rispettivamente di vite o madrevite.
Questa costruzione meccanica è molto diffusa in quanto rappresenta un sistema di fissaggio molto efficiente fissaggio in numerosi settori. Esistono numerose tipologie di filettature ognuna delle quali presenta caratteristiche e funzioni distintive. In questo articolo analizzeremo le principali di esse ed altre curiosità.
Elementi principali della filettatura
Gli elementi che vanno a definire le caratteristiche e le peculiarità delle varie tipologie di filettature esistenti sono:
- Forma del profilo: con questo termine si va ad identificare la forma geometrica che si ottiene dalla sezione della filettatura. Analizzando più nel dettaglio si possono distinguere tre tipi di profili. In primis c’è quello ideale, ovvero la forma geometrica di riferimento. Il secondo è il profilo nominale, che si distingue dal precedente per l’eventuale presenza di arrotondamenti o troncature. Infine c’è il profilo di esecuzione che è quello effettivamente realizzato;
- Passo: Il passo rappresenta la distanza tra due creste consecutive. Esso è proporzionale all’altezza del filetto e indica quanto avanzamento si ha ad ogni giro completo della vite nella madrevite;


- Diametro nominale: il diametro nominale della filettatura generalmente è il diametro esterno della vite che coincide, tranne che per alcuni casi, con il diametro interno della madrevite;
- Senso di avvitamento: Il senso di avvitamento è quello sulla quale si sviluppa l’elica del filetto. A seconda di tale senso, la filettatura si dice destra se tale è orario, mentre è sinistra se antiorario;
- Numero di principi: questo termine si usa nel caso siano presenti più filetti affiancati. Questa scelta infatti viene presa per ottenere un accoppiamento rapido senza però avere una diminuzione della resistenza della vite. In questo caso ci sarà discordanza tra il passo del profilo e quello della filettatura.
Classificazione
La principale classificazione delle tipologie di filettature si basa sulla loro forma del profilo e distingue due macro categorie:
- Filettature a profilo triangolare: in questo gruppo rientrano tutte quelle filettature che sono misurate in millimetri e rientrano nella classificazione ISO, quelle invece che non sono misurate in millimetri come le Whitworth e le Gas ed infine le filettature per viti da legno.
- Filettature a profilo non triangolare. Questa categoria è invece popolata dalle filettature trapezoidali e quelle a dente di sega. Come suggerisce il nome la forma geometrica di riferimento è un trapezio. Questo garantisce una maggiore facilità di imbocco e robustezza. Nel secondo caso invece si ha una particolare filettatura avente un trapezio asimmetrico. Tale filettatura viene generalmente impiegata quando si hanno grandi sforzi di direzione e senso costanti.
Una volta distinte andiamo a vedere le principali filettature che sono più diffuse nel mondo della meccanica.
Filettatura Metrica ISO
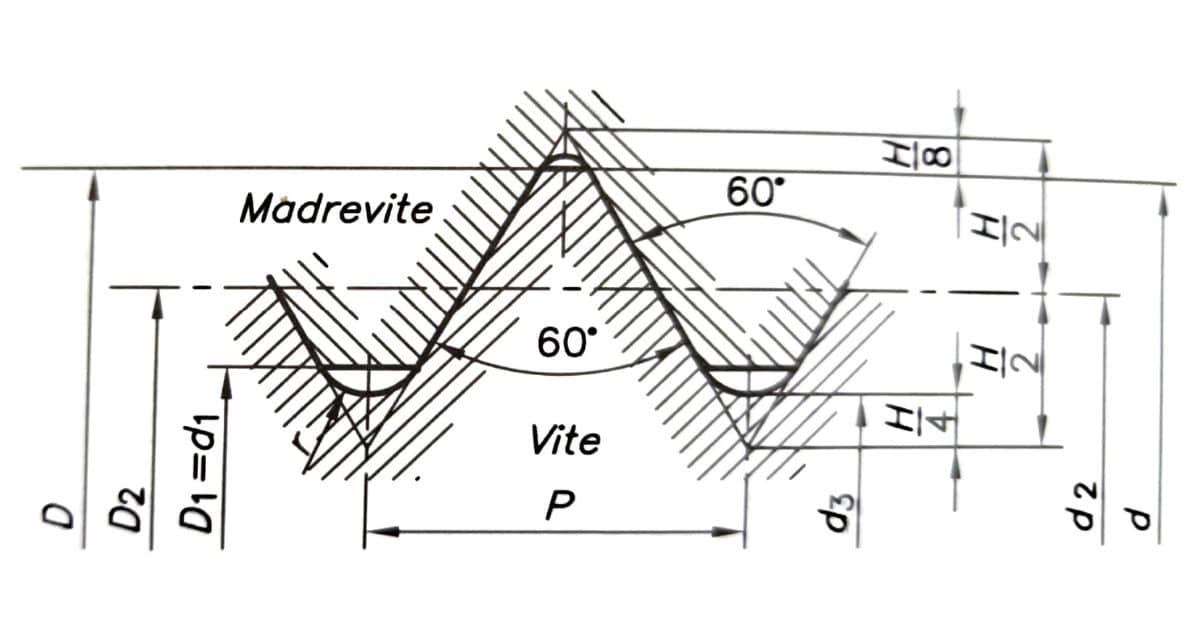
La filettatura ISO è lo standard riconosciuto dall’Organizzazione Internazionale per la Normazione ed ha un profilo ideale di un triangolo equilatero con un angolo di 60°. Le filettature di questo tipo sono sempre indicate da una lettera M seguita dal diametro nominale e hanno spirale a destra. Nel caso in cui invece servisse la spirale a sinistra deve essere specificatamente indicato con la sigla LH (Left Hand).
La sua ampia diffusione può trovare spiegazione risiede nelle sue caratteristiche. Infatti le creste del filetto sono completamente spianate, perciò i due filetti entrano in contatto solo con i fianchi del filetto stesso, mentre le creste hanno un gioco apprezzabile. Perciò, seppur questa tipologia di filetto non sia a tenuta di fluido a pressione, la non interferenza tra le parti rende la realizzazione e il montaggio semplice.
Filettatura Whitworth
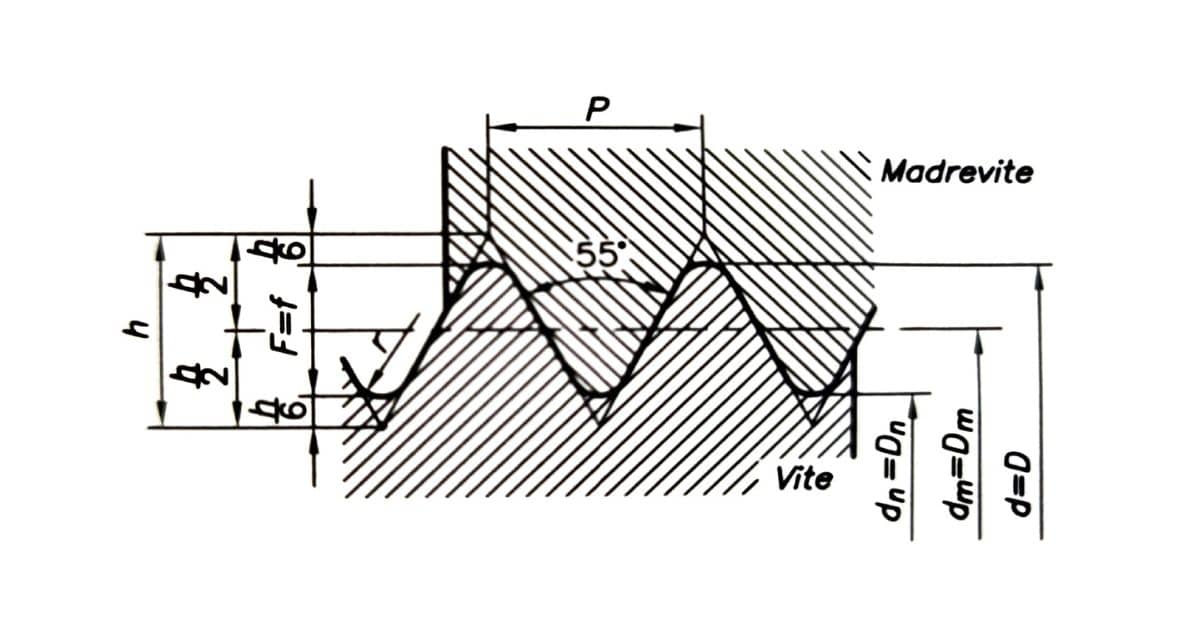
Questa filettatura si identifica con W il diametro nominale in pollici o frazioni di essi. È molto simile a quella ISO ma si differenzia sostanzialmente dalla presenza di un angolo al vertice di 55 e presenta un arrotondamento di raggio pari a h/6 sia sulle creste che sia in fondo. In questo caso quindi il contatto tra i filetti è sia sui fianchi che sulle creste.
La caratteristica tipica di questa lavorazione è la grossezza del filetto rispetto al diametro della filettatura e per ciò una più alta probabilità di svitamento, soprattutto in caso di vibrazioni. Questo ha portato alcuni paesi anglosassoni ad adottare quella metrica.
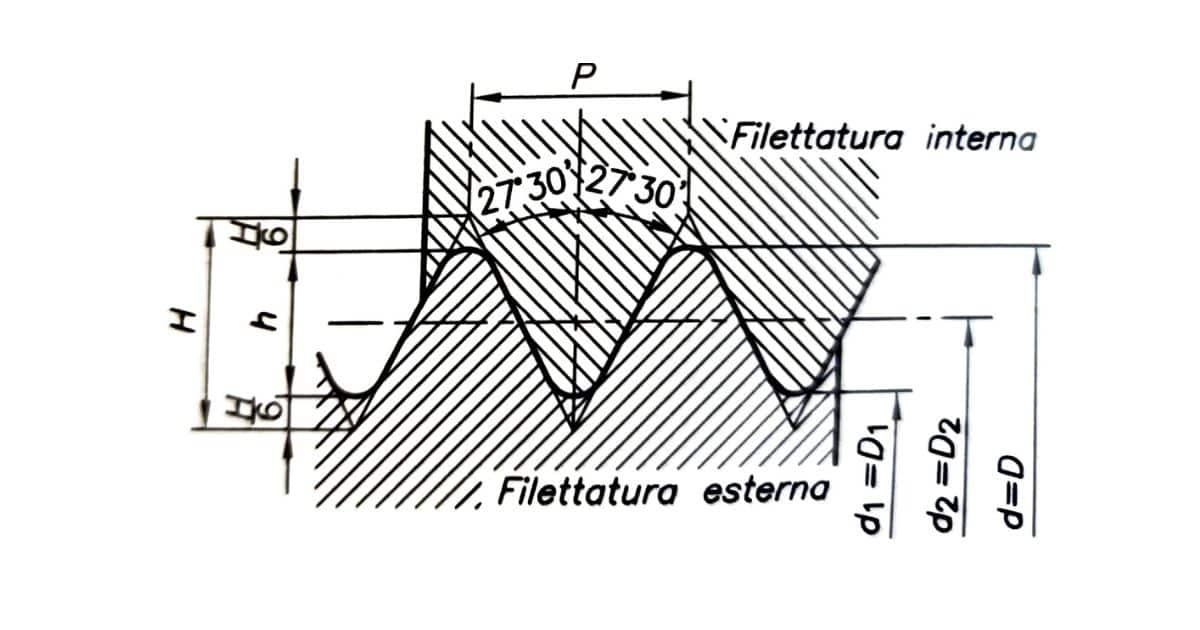
Filettatura Gas
La filettatura Gas presenta caratteristiche simili a quella Whitworth, ma ha un passo molto più fine. Per questo motivo riesce a garantire una maggiore tenuta e trova ampia applicazione nel collegamento di tubi per la conduttura di fluidi, anche ad alta pressione. In questo caso per diametro nominale convenzionale si riferisce al diametro teorico del tubo su cui è realizzata la filettatura.
Filettature Speciali
Per completare questa carrellata sulle varie tipologie di filettatura andiamo ora a vederne altre meno diffuse rispetto alle precedenti, ma comunque interessanti.
- Filettatura Edison: presenta con profilo ad onda, impiegata principalmente per gli attacchi elettrici;
- Filettatura Lowenherz: utilizzata su strumenti di misura e ottici, tale filettatura presenta un profilo simmetrico triangolare a spigoli vivi sia sulle creste che sul fondo;
- UST: la filettatura Unificata ha un profilo triangolare con cresta smussata e fondo raccordato;
- British Association (BA): filettatura con profilo triangolare con cresta e fondo raccordati e pareti interne angolare di 47°30’;
- American Standard: questa tipologia di filetti hanno un profilo triangolare con cresta e fondo smussati e pareti interne angolate di 60°
- Filettatura PG: questa tipologia è stata creata in Germania dal termine tedesco Panzergewinde. La sua peculiarità è avere un angolo di profilo di 80° e perciò una profondità contenuta, ideale per le lavorazioni su tubi con spessore minimo, come quelli porta conduttori elettrici.




Metodo di fabbricazione
La filettatura meccanica può essere realizzata con diversi metodi di fabbricazione. Tra le varie tecniche per la lavorazione dei metalli, quelle che possono essere utilizzate per la realizzazione di questi prodotti sono:
- La fusione;
- Lo stampaggio;
- L’asportazione di truciolo;
- La rollatura.
In ogni caso, questa lavorazione comporta l’avvitamento forzato di utensili sulla superficie da lavorare. Gli utensili per la realizzazione di viti prendono il nome di filiere, mentre quelli per realizzare la madrevite si chiamano maschi.
Macchine per la filettatura
La filettatura per le parti metalliche deve essere eseguita necessariamente con macchine create appositamente. Solo questi tipi di macchinari riescono ad imprimere una forza tale sul materiale.
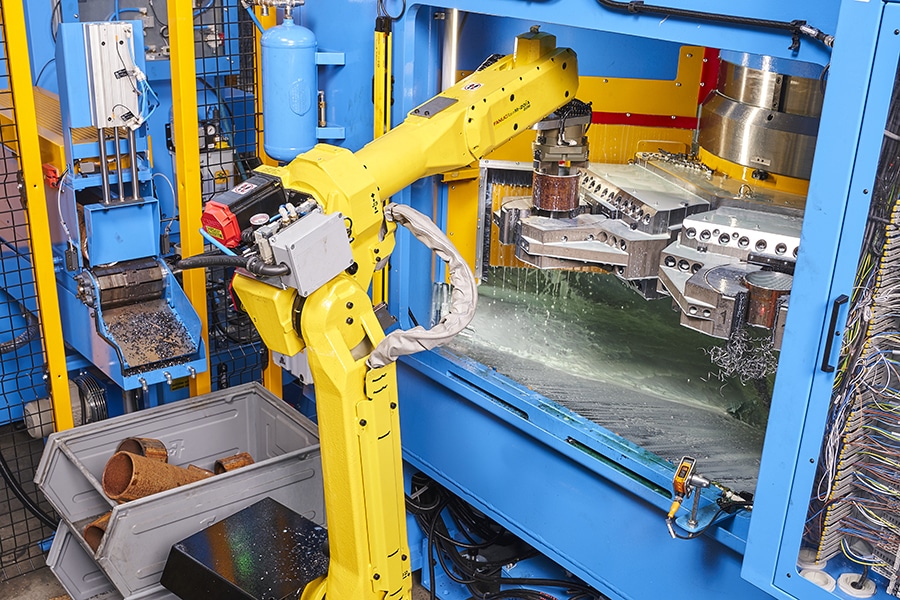
A seconda del livello di produzione vengono utilizzate macchine apposite. Per alti volumi ad esempio non sono sufficienti singole macchine utensili ma apposite macchine CNC studiate per organizzare e rendere efficienti tutte le fasi della produzione.
Questo è il caso delle macchine Sinico, specializzate nel taglio e nella filettatura CNC di componenti metalliche. Negli anni questi macchinari hanno permesso a numerosi produttori di nippli, raccordi e boccole filettate di minimizzare i costi e i tempi della lavorazione. Sono infatti progettati sulla base delle necessità dei nostri clienti riuscendo così a fornire la migliore soluzione per capire le necessità e fornire le migliori soluzioni.

